Stock Code: 831045
Industrial Automation & Intelligence Solutions


Зрелые технологии и передовые технологии:
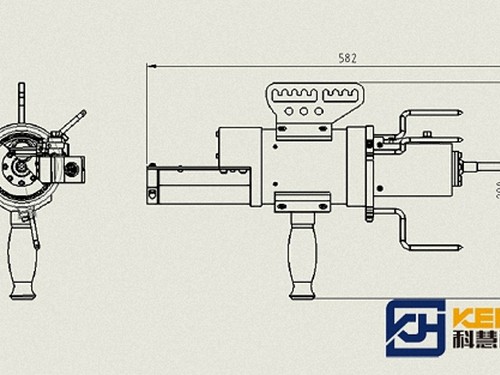
23-летний опыт исследований, разработок и производства интеллектуального сварочного оборудования, накопление и модернизация процессов производства нескольких поколений, компактная головка машины и небольшой размер, использует эластичный позиционирующий оправку и трехточечную опорную раму, которую можно регулировать по окружности и осевому направлению. и радиально, и операция выполняется быстро. точность позиционирования.
Импортный двигатель, стабильный и надежный:
Инвертор IGBT используется для управления импульсным током постоянного тока, эффективность сварки высокая, стабильность дуги высокая, шов имеет красивую форму.
Операционная экономика, эффективное производство:
Сварочная горелка TIG с водяным охлаждением оснащена 16-литровым резервуаром для воды из нержавеющей стали, который не ограничен давлением воды на месте и другими условиями. Охлаждения достаточно, чтобы сварочный аппарат мог работать 24 часа в сутки.
Простота в эксплуатации:
Система программного управления проста в использовании и может хранить до 100 параметров сварки. Каждую группу можно разделить на от 1 до 16 сегментов. Им можно управлять, пройдя простое обучение, без специальной подготовки и специального языка. Интегрированная конструкция, смонтированная на грузовике, позволяет свободно перемещаться и проста в использовании.

Приложение:
Аппарат для орбитальной сварки трубных решеток KHB 12-80 — это специализированный аппарат для автоматической дуговой сварки, при котором дуга механически вращается на 360° вокруг статической заготовки от трубы к трубной решетке с диаметром трубы φ12~φ80 мм.
KHB 12-80 может решить проблему ошибок оператора при газовой вольфрамовой дуговой сварке (GTAW).
ХБ 12-80 состоит из источника питания со встроенным компьютерным управлением и сварочной головки.
KHB 12-80 может обрабатывать углеродистую сталь, легированную сталь, нержавеющую сталь и титановый сплав.
KHB 12-80 В основном используется в химической промышленности, котлах, теплообменниках, сосудах под давлением и других отраслях промышленности. .
KHB 12-80 можно использовать для соединений трубных решеток, как показано на следующих рисунках:
стыковка с плоской головкой (сварка плавлением), угловое соединение с внешним удлинением (сварка под внешним углом), угловое соединение с отступом (сварка под внутренним углом) и т. д., с подачей проволоки или без нее.

Преимущество:
1.Решает проблему ошибки оператора в GTAW. процесс, управляемый компьютером, протекает с минимальным вмешательством оператора.
2. Чтобы гарантировать высокое качество повторяемой сварки. успешное программирование отслеживает переменные и выполняет периодические выборки во время тестовой сварки. Сенсорный ЖК-экран, простой ввод.
3. Интеллектуальная сварка. 100 успешных программ хранятся в ПЛК, просто выберите одно.
4.Высокая производительность. В 2-3 раза выше, чем при обычной сварке TIG.
5. Простота в эксплуатации. Оснащен эластичным позиционирующим стержнем, трехточечной опорной рамой, точным позиционированием.
6,10 часов непрерывной сварки. квалифицированная сварочная головка, а также система электропитания и водяного охлаждения.
7.Автомобильный интегрированный дизайн, свобода передвижения.
8. Небольшое пространство научного дизайна
Сертификация:

Шаги работы:
1. После завершения настройки сварочной программы установите головку машины в рабочее положение, нажмите кнопку запуска, дуга загорится, ток постепенно возрастает от тока дуги до тока сварки. Сварка в это время не вращается и не подает проволоку; цель состоит в предварительном нагреве трубной решетки, которым можно управлять, увеличивая параметр времени;
2. Когда на заготовке образуется устойчивая сварочная ванна, горелка начинает вращаться и одновременно начинается подача проволоки. Скорость подачи проволоки регулируется от 0 до 1,5 м/мин. В процессе вращения в какой-то момент будет выполняться плоская сварка, сварка под уклоном, сварка над головой, сварка под уклоном и т. д.; Цегментацию можно установить отдельно на 1–6 сегментов в пределах 360° в зависимости от ситуации;
3. Когда сварочная горелка поворачивается на 365° (угол перекрытия может быть установлен произвольно), сварщик входит в программу затухания, при этом головка машины продолжает вращаться, но подача проволоки прекращается, и ток постепенно уменьшается от сварки. ток к току дуги, образующему сварной шов, которым можно управлять, вводя параметр времени спада.
No Any Post.
В соответствии с потребностями пользователя мы осуществляем полное проектирование производственной линии, включая: промышленное планирование, электромеханическое проектирование, моделирование.
Поставка полной системы электрического управления и программного обеспечения для производственной линии.
Назначьте инженеров для выполнения монтажа и ввода в эксплуатацию на месте, а также обучения операторов.
Предоставлять комплексное послепродажное обслуживание продукции и своевременно решать технические проблемы клиентов.
Мы ценим ваше сообщение!
Заполните форму ниже, и мы разработаем решение в соответствии с вашими потребностями.