Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: По крайней мере раз в неделю нам звонят. На другом конце провода человек говорит, что ему нужно изготовить теплообменник — из нержавеющей стали и углеродистой трубной доски — и он борется с дефектами сварки. Трещины, пористость, неполное...
По крайней мере раз в неделю нам звонят. На другом конце провода человек говорит, что ему нужно изготовить теплообменник — из нержавеющей стали и углеродистой трубной доски — и он борется с дефектами сварки. Трещины, пористость, неполное сплавление. Он пробовал разные прутки, разные сварочные аппараты, разный предварительный нагрев. Ничего не работает стабильно.
Мы более пятнадцати лет занимаемся созданием автоматических систем сварки труб с трубной доской, и это конкретное сочетание материалов встречается чаще всего. Дело не в том, что нержавеющая и углеродистая сталь отказываются свариваться. Это делают каждый день на предприятиях по всему миру. Но для правильной сварки необходимо понимать, что на самом деле происходит в этом соединении, и использовать оборудование, которое может контролировать переменные, недоступные человеческой руке.
Проблема начинается с элементарных законов физики. Нержавеющая сталь расширяется больше, чем углеродистая сталь, при нагревании, и расширяется быстрее. Во время сварки это означает, что труба стремится расшириться, в то время как трубная доска пытается удержать ее неподвижно. В результате возникает остаточное напряжение, которое может разорвать сварной шов при охлаждении.
Вторая проблема — металлургическая. Если расплавить слишком много углеродистой стали в сварочной ванне, произойдет разбавление. Химический состав изменится. Вместо качественного сварного шва из нержавеющей стали получится что-то хрупкое или подверженное коррозии. Именно поэтому важен выбор присадочного металла — обычно это 309L или 309LSi, которые рассчитаны на разбавление с обеих сторон.
Существует также практическая проблема подгонки. Трубы из нержавеющей стали пружинят иначе, чем трубы из углеродистой стали. Они не так же плотно прилегают к трубной доске. Если труба не прилегает плотно к отверстию, образуются зазоры. Зазоры означают неравномерную передачу тепла во время сварки, а значит, и неравномерное проплавление.
Исследования это подтверждают. В одном задокументированном случае то, что выглядело как проблемы с материалом, оказалось загрязнением от смазочно-охлаждающей жидкости, попавшей в кольцевое пространство. Эта жидкость разложилась в дуге, выделила водород и вызвала пористость, которая выглядела точно так же, как металлургический дефект. Чистота здесь не является чем-то второстепенным.
При работе с разнородными материалами стабильность становится первостепенной задачей. Сварщик, работающий вручную, может получить идеальный шов в 9 утра и бракованный в 3 часа дня. Его рука устает. Угол наклона немного меняется. Скорость перемещения меняется.
Автоматический сварочный аппарат для сварки труб к трубной доске не имеет этих проблем. Он запускает одну и ту же программу для трубы 500, как и для трубы 1. Он поддерживает длину дуги электронным способом. Он компенсирует изменения положения во время вращения сварочной головки.
Для сварки нержавеющей стали с углеродистой сталью орбитальная сварка труб к трубной доске предлагает определенные преимущества. Возможность импульсного тока — чередование высокого тока для проплавления и низкого тока для замерзания сварочной ванны — предотвращает провисание, которое происходит при сварке в потолке. Частоту импульсов можно настроить на точную толщину стенки и комбинацию материалов. Слишком много тепла — и возникают проблемы с разбавлением. Слишком мало — и происходит неполное сплавление.
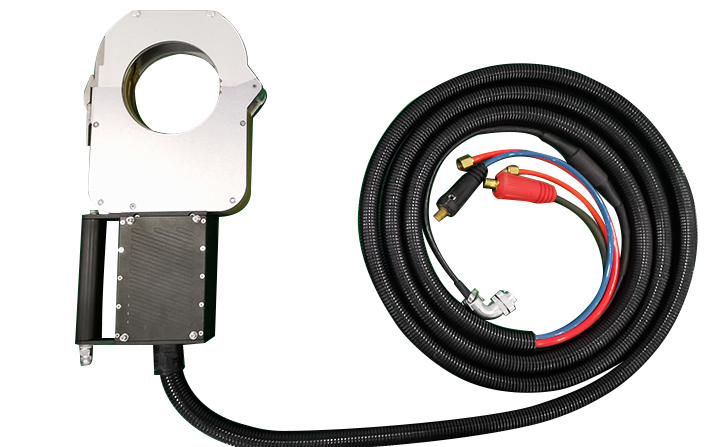
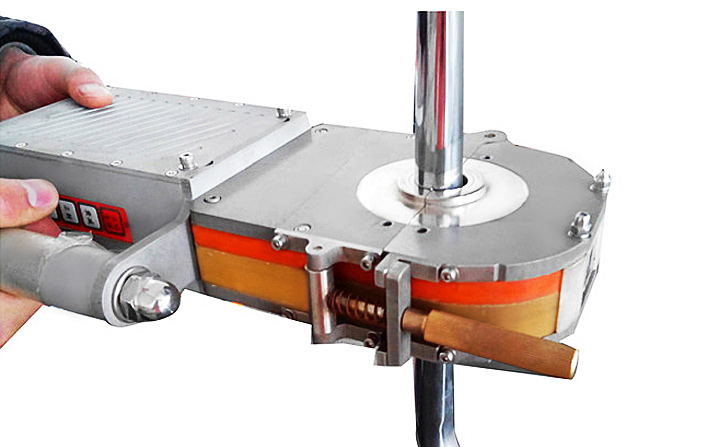
Точность обеспечивается самой сварочной головкой. Качественная головка для орбитальной сварки труб к трубной доске центрируется по внутреннему диаметру трубы с помощью расширяющихся оправок. Если головка смещена от центра, длина дуги изменяется по окружности, и глубина проплавления также изменяется. Наши головки позволяют регулировать положение по трем осям — осевой, радиальной и угловой — поэтому, как только вы установите ее для заданного размера трубы, она будет оставаться в этом положении на протяжении сотен циклов.
Существует разница между сварным швом для герметизации и сваркой повышенной прочности трубы к трубной доске. Сварной шов для герметизации просто предотвращает утечку жидкости. Обычно он небольшой, часто это просто проход сварки плавлением. Сварка повышенной прочности трубы к трубной доске предназначена для восприятия нагрузки — для передачи осевых усилий трубы на трубную доску и предотвращения вырывания трубы под давлением или термическим расширением.
Для труб из нержавеющей стали в трубной доске из углеродистой стали для достижения сварного соединения трубы к трубной доске обычно требуется выступающая конфигурация трубы. Труба выступает на 2-3 мм за пределы поверхности трубной доски, и по окружности наносится угловой сварной шов. Этот угловой шов увеличивает толщину горловины и создает механическую фиксацию, превосходящую ту, которую обеспечивает только сварка плавлением.
Выбор присадочного металла для прочностного сварного шва имеет большее значение, чем для герметизирующего шва. При использовании присадочного металла 309L сварной шов может выдерживать разбавление обоими основными материалами, сохраняя при этом адекватные механические свойства. Процедура должна быть подтверждена на макетах, с проверкой поперечных сечений для подтверждения проплавления и отсутствия дефектов.
ASME UW-20 определяет, что считается прочностным сварным швом, а что – частичным. Для применений, где соединение должно выдерживать полную нагрузку трубы – например, в нагревателях питательной воды высокого давления – размер сварного шва должен быть рассчитан, а процедура должна быть тщательно задокументирована.
Разные отрасли промышленности используют соединения труб из нержавеющей стали и углеродистой стали с трубной доской по разным причинам, и оборудование адаптируется к каждой из них.
Теплообменники на нефтеперерабатывающих заводах
На нефтеперерабатывающем заводе могут использоваться трубы из нержавеющей стали для защиты от коррозии на технологической стороне и трубная доска из углеродистой стали, поскольку она дешевле и достаточно прочна для давления со стороны кожуха. Здесь автоматический сварочный аппарат для соединения труб с трубной доской обслуживает сотни труб в одном пучке. Сварочная головка должна плотно прилегать к узким полосам между трубами, быстро центрироваться и обеспечивать равномерные угловые сварные швы, которые проходят как визуальный, так и неразрушающий контроль. Головки с водяным охлаждением позволяют работать всю смену без перегрева.
Подогреватели питательной воды на электростанциях
Подогреватели питательной воды подвергаются жестким термическим циклам. Запуск, остановка, изменения нагрузки — каждый цикл создает нагрузку на каждое соединение. Прочное сварное соединение труб с трубной доской должно выдерживать разницу в расширении между трубами из нержавеющей стали и трубной доской из углеродистой стали без растрескивания. Исследования показывают, что сочетание сварки с расширением — прокаткой или гидравлическим расширением труб в канавки после сварки — создает избыточность. Сварной шов воспринимает осевую нагрузку, расширение обеспечивает контакт и предотвращает щелевую коррозию.
Сосуды для химических процессов
В сосудах под давлением с внутренними нагревательными или охлаждающими змеевиками трубы из нержавеющей стали могут быть приварены к трубным доскам из углеродистой стали, являющимся частью стенки сосуда. В этом случае головки для орбитальной сварки труб к трубным доскам должны проникать в ограниченные пространства и обеспечивать сварные швы качества, соответствующего требованиям раздела VIII ASME. Доступ затруднен, видимость плохая, а ручная сварка практически невозможна. Автоматизация — единственное практическое решение.
Конденсаторы электростанций
В крупных конденсаторах часто используются трубы из нержавеющей стали или титана с трубными досками из углеродистой стали. Это крупносерийные работы — тысячи труб на единицу оборудования. Наши головки TP040 разработаны для таких применений, обеспечивая сварку труб заподлицо без подачи проволоки. Закрытая конструкция обеспечивает защиту инертным газом, необходимую для материалов, чувствительных к окислению, а малый вес (3,65 кг) позволяет операторам устанавливать их без кранов.
Вот что мы говорим клиентам, когда они спрашивают, как подойти к работе с нержавеющей сталью и углеродистой сталью:
Очистите все. Необходимо удалить смазочно-охлаждающие жидкости, оставшиеся после обработки отверстий в трубах. Если жидкость попадает в кольцевое пространство, она разлагается в дуге, выделяет водород и вызывает пористость. Обязательна очистка растворителем с последующей сушкой.
Проверьте посадку. Труба должна плотно сидеть в отверстии. Зазоры приводят к неравномерной передаче тепла и неравномерному проплавлению. Если посадка неплотная, рассмотрите возможность небольшого расширения трубы перед сваркой, чтобы обеспечить контакт.
Проверьте процедуру. Сделайте пробные образцы из тех же материалов, с тем же диаметром трубы и той же толщиной стенки. Разрежьте их. Проверьте проплавление, сплавление и отсутствие дефектов. Отрегулируйте параметры, пока каждое поперечное сечение не будет соответствовать требованиям.
Настройте автоматический сварочный аппарат для соединения труб с трубной доской. Выберите правильный размер цанги. Установите соответствующий угол наклона горелки — обычно 7 градусов для выступающих угловых сварных швов. Запрограммируйте график сварки на основе квалифицированной процедуры: ток, параметры импульса, скорость перемещения, скорость подачи проволоки.
Контролируйте процесс сварки. Современные системы регистрируют каждый параметр для обеспечения прослеживаемости. Если что-то выходит за пределы спецификации, аппарат оповещает оператора. Вы получаете подтверждение того, что каждое соединение соответствует требованиям.
Аргумент в пользу орбитальной сварки труб с трубной доской в случае разнородных металлов сводится к обеспечению стабильности. Вы не можете позволить себе отклонения, когда материалы ведут себя по-разному. Один сварной шов, который выполняется при немного более высокой температуре, может иметь чрезмерное разбавление. Тот, который выполняется при немного более низкой температуре, может не провариться. При тысячах соединений в одном теплообменнике даже 1% брака означает десять неисправных труб.
Автоматический сварочный аппарат для соединения труб с трубной доской устраняет этот риск. Он выполняет квалифицированную процедуру точно так же каждый раз. Он не устает, не отвлекается, не имеет выходных дней. Оператор сосредоточен на загрузке головки и проверке результатов, пока машина выполняет работу.
Если вы производите теплообменники, подогреватели питательной воды, конденсаторы или сосуды под давлением из труб из нержавеющей стали и трубных досок из углеродистой стали, приходите и посмотрите, на что способны наши станки. Принесите образец, и мы проверим его на нашем производстве. Вы увидите разницу в качестве, внешнем виде и данных. Никакой рекламы — только десятилетия опыта в правильной сварке сложных соединений.