Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: У каждого производителя отопительного оборудования есть один теплообменник, который вышел из строя слишком рано. Возможно, через два года появилась протечка в месте соединения труб. Возможно, труба отсоединилась во время скачка давления....
У каждого производителя отопительного оборудования есть один теплообменник, который вышел из строя слишком рано. Возможно, через два года появилась протечка в месте соединения труб. Возможно, труба отсоединилась во время скачка давления. Возможно, сварные швы просто выглядели неровными от одного конца пучка до другого. Мы видели все это, и в каждом случае первопричина сводилась к одному: изменчивости в способе выполнения этих соединений труб с трубной решеткой с помощью орбитальной сварки.
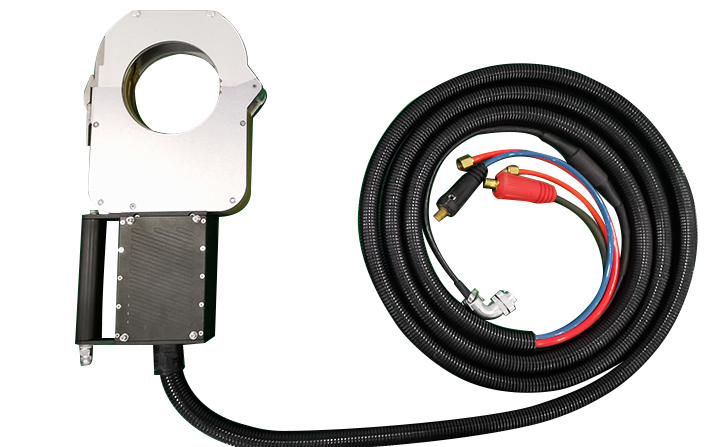
Мы производим орбитальные сварочные аппараты для систем сварки труб с трубной решеткой специально для отопительного оборудования. Не универсальные сварочные аппараты — аппараты, предназначенные для фиксации на трубе, вращения вокруг нее и получения одинаково точного соединения на трубе номер 500, как и на трубе номер 1. Вот что мы узнали о том, почему эта стабильность важнее любого другого фактора в изготовлении отопительного оборудования.
Пройдитесь почти по любому цеху по производству котлов или отопительных приборов, и вы увидите одну и ту же картину: сварщик склонился над трубной решеткой, с горелкой в руке, пытаясь провести сварочную чашку вокруг трубы. Если сварщик опытный, сварной шов выглядит хорошо. Но понаблюдайте за ним час, и вы увидите разницу. Длина дуги немного меняется при изменении положения. Скорость перемещения замедляется, когда рука устает. Сварочная ванна ведет себя по-разному в нижней части трубы и в верхней.
Эта разница не просто косметическая. В отопительном оборудовании сварочная головка орбитальной сварки труб к трубной доске должна создавать соединение, выдерживающее термические циклы — расширение и сжатие каждый раз, когда горелка включается и выключается. Если глубина проплавления меняется по окружности, возникают концентрации напряжений. В конечном итоге трещина образуется в самом тонком месте и распространяется.
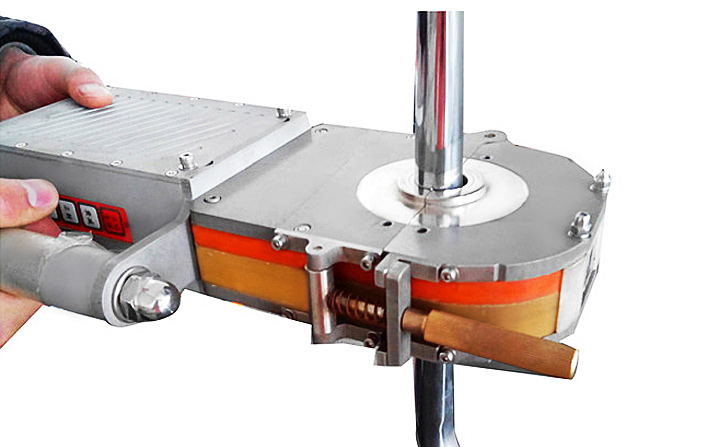
Ручная сварка также затруднена из-за ограниченного доступа. В плотных трубных пучках сварщик не может четко видеть половину соединений. Он работает на ощупь, надеясь, что дуга ведет себя так, как ему кажется. Сварочная головка орбитальной сварки труб к трубной доске, напротив, подходит для работы в узких местах, автоматически центрируется и подает защитный газ именно туда, где это необходимо, независимо от того, насколько загромождена трубная доска.
Когда мы демонстрируем наш орбитальный сварочный аппарат для сварки труб с трубной решеткой, мы проводим тест, который удивляет большинство посетителей. Мы свариваем десять труб подряд, затем разрезаем их и помещаем поперечные сечения под компаратор. Глубина проплавления различается менее чем на 0,2 мм по всем десяти трубам. Линия сплавления следует одному и тому же контуру. Усиление сварного шва идентично.
Эта стабильность достигается за счет того, как орбитальная сварочная головка контролирует процесс сварки труб с трубной решеткой. Длина дуги поддерживается электронным способом, а не за счет устойчивости руки. Скорость перемещения регулируется прецизионным зубчатым механизмом, а не скоростью вращения запястья сварщика. Ток импульсно подается в соответствии с графиком, разработанным для конкретного материала и толщины стенки, компенсируя изменяющееся гравитационное воздействие по мере вращения горелки.
Для нагревательного оборудования это означает, что каждый шов имеет одинаковую несущую способность. Слабые звенья устраняются. Когда котел переходит от холодного запуска к полной нагрузке, все трубы расширяются вместе, и сварные швы компенсируют это движение, не концентрируя напряжение.
Не все орбитальные сварочные головки для сварки труб с трубной решеткой одинаковы. Мы убедились в этом на собственном горьком опыте много лет назад, когда к нам обратился клиент с проблемой: его сварные швы выглядели идеально снаружи, но не прошли гидростатические испытания. Проблема заключалась в плохом газовом покрытии внутренней поверхности головки, что приводило к окислению и ослаблению соединения.
В наших головках используется конструкция с закрытой камерой, которая обеспечивает насыщение зоны сварки аргоном. Для таких материалов, как нержавеющая сталь или инконель, чувствительных к атмосферным загрязнениям, это является обязательным условием. Орбитальная сварочная головка для сварки труб с трубной решеткой также включает в себя встроенное водяное охлаждение, что позволяет нам работать с высокой интенсивностью без перегрева приводного двигателя или корпуса горелки. В производственных условиях, где пучки содержат сотни труб, остановка для охлаждения головки снижает производительность.
Еще одна важная деталь: как головка центрируется. Мы используем расширяющиеся оправки, которые захватывают внутренний диаметр трубы, не оставляя следов на поверхности. Затем орбитальная сварочная головка для сварки труб с трубной решеткой ориентируется по этой центральной линии, обеспечивая концентричность вольфрамового электрода независимо от овальности трубы или небольшого смещения. Если головка смещена от центра, длина дуги изменяется, как и глубина проплавления.
Один из наших клиентов производит котлы-утилизаторы для нефтехимической промышленности. Их трубные решетки огромны — более двух метров в диаметре — и содержат тысячи труб. Раньше они сваривали вручную, но процент брака сильно снижал их прибыль. После перехода на наш орбитальный сварочный аппарат для сварки труб с трубной решеткой процент доработок снизился до менее чем 2%. Теперь оператор одновременно контролирует работу трех головок, проверяя готовые сварные швы по мере выполнения следующих.
Другой случай касался производителя электрических нагревателей для коммерческих зданий. Их трубки изготовлены из тонкостенной нержавеющей стали и склонны к прогоранию при изменении подводимой температуры. Ручная сварка требовала постоянной корректировки и всё равно приводила к браку. Наша система орбитальной сварки труб к трубной доске позволила им запрограммировать импульсный профиль, который подаёт ровно столько энергии, чтобы сплавить шов, не прожигая его с обратной стороны. Производительность удвоилась.
Это не частные случаи. Это то, что происходит, когда вы исключаете человеческую составляющую из процесса, требующего точности.
Одной из особенностей современных орбитальных сварочных аппаратов для сварки труб к трубной доске, которую начинают ценить производители отопительного оборудования, является регистрация данных. Записывается каждый сварной шов: ток, напряжение, скорость перемещения, подача проволоки, расход газа. Если шов не проходит проверку спустя годы, вы можете найти точные параметры, использованные при его изготовлении. Вы можете доказать заказчику или инспектору, что ваш процесс был под контролем.
Для цехов, работающих по стандартам ASME Section VIII или Section I, эта прослеживаемость бесценна. Она заменяет рукописные журналы и память оператора объективными записями. А поскольку сварочная головка для орбитальной сварки труб и трубных досок каждый раз выполняет одну и ту же программу, данные являются значимыми — это не просто запись случайных отклонений.
Инвестируя в сварочную головку для орбитальной сварки труб и трубных досок, вы покупаете не просто оборудование. Вы покупаете возможность вести производство, не борясь постоянно с браком. Но оборудование должно быть ремонтопригодным. Наши головки разработаны таким образом, чтобы операторы могли менять цанги, заменять газовые линзы и регулировать вылет вольфрамового электрода за минуты, а не за часы. Герметичные подшипники и закаленные приводные шестерни означают, что они работают годами без обслуживания при условии поддержания чистоты.
Мы также включаем обучение в каждую продажу. Не просто краткий инструктаж — три дня на вашем производстве, работа с вашим материалом, ответы на вопросы, которые возникают только тогда, когда вы смотрите на сварной шов, который выглядит не совсем правильно. Эти инвестиции в знания окупаются быстрее, чем любая скидка на оборудование.
Отопительное оборудование уникально тем, что работает на стыке давления, температуры и времени. Котел может совершать тысячи циклов работы за свой срок службы. Каждый цикл создает нагрузку на каждое соединение труб и трубной доски. Если эти соединения не идентичны, некоторые будут испытывать большую нагрузку, чем другие, и выйдут из строя первыми.
Орбитальная сварка труб и трубной доски устраняет эту неопределенность. Она делает каждое соединение таким же прочным, как и соседнее. Это позволяет создавать оборудование, которое соответствует своему расчетному сроку службы, а не выходит из строя преждевременно. И при этом снижает затраты на рабочую силу и увеличивает производительность.
Если вы все еще свариваете трубы отопительного оборудования вручную, приходите и посмотрите, на что способны наши станки. Принесите образец трубной доски, и мы обработаем его на нашем производстве. Вы увидите разницу в качестве, внешнем виде и в данных, которые мы собираем. Никакого давления, никаких рекламных предложений — только десятилетия опыта в создании инструментов, которые помогают людям создавать лучшие отопительные приборы.