Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Каждый котел или сосуд под давлением, покидающий цех, несет на себе груз ожиданий. Он будет находиться под давлением, нагреваться, подвергаться циклам работы и иногда подвергаться механическим воздействиям — и он не должен выйти из строя...
Каждый котел или сосуд под давлением, покидающий цех, несет на себе груз ожиданий. Он будет находиться под давлением, нагреваться, подвергаться циклам работы и иногда подвергаться механическим воздействиям — и он не должен выйти из строя. В основе этой надежности лежат тысячи отдельных соединений труб с трубной доской, выполненных методом сварки. Когда одно из этих соединений выходит из строя, последствия варьируются от дорогостоящих простоев до катастрофической потери оборудования.
Более пятнадцати лет мы занимаемся созданием систем, которые помогают производителям правильно выполнять эти критически важные соединения. Разница между надежным соединением и соединением, которое выходит из строя, часто сводится к тому, насколько стабильно можно производить действительно прочные сварные швы между трубой и трубной доской — и именно эту стабильность обеспечивает автоматизация.
Прочностное сварное соединение трубы с трубной доской принципиально отличается от герметизирующего сварного шва. Герметизирующие сварные швы лишь закрывают зазор в месте соединения трубы и трубной доски; они предотвращают утечки, но мало способствуют структурной целостности. Прочностной сварной шов, напротив, предназначен для передачи полной осевой нагрузки от трубы к трубной доске. Труба должна выдерживать вытягивающие усилия, возникающие под действием давления, теплового расширения и внешних нагрузок.
Для достижения этого требуется определенная геометрия. Труба обычно выступает на 2–3 мм за пределы поверхности трубной доски, и по окружности наносится угловой сварной шов с расчетной толщиной горловины. Для конфигураций заподлицо необходимы глубокое проплавление или несколько проходов для достижения эквивалентной прочности. Сам сварочный металл должен быть совместим как с материалом трубы, так и с материалом трубной доски — часто требуются присадочные металлы, такие как 309L, для соединений нержавеющей стали с углеродистой сталью.
Стандарты, такие как ASME Section VIII и Section I, устанавливают строгие правила проектирования и аттестации прочностных сварных швов между трубой и трубной доской. Размер сварного шва должен быть достаточным для достижения полной прочности трубы на растяжение, а процедура должна быть подтверждена разрушающими испытаниями макетов. Эти требования существуют потому, что разрушение соединения трубы и трубной доски в котле или сосуде под давлением — это не незначительная утечка, а событие, представляющее угрозу безопасности.
Ручная сварка соединений труб с трубной решеткой, как известно, представляет собой сложную задачу. Сварщик должен сохранять неподвижность руки, вращаясь вокруг каждой трубы, часто в тесных пучках. Длина дуги меняется по мере перемещения горелки. Скорость перемещения колеблется из-за усталости. Защита защитным газом может быть нарушена из-за неудобного положения. В результате возникает статистический разброс качества сварных швов — некоторые соединения соответствуют требованиям прочности, другие не соответствуют.
В сварном соединении трубы с трубной решеткой, требующем высокой прочности, такая изменчивость недопустима. Если одно соединение из тысячи имеет неполное проплавление или недостаточную толщину горловины, оно становится слабым звеном. При циклической нагрузке это соединение разрушится первым. Разрушение может распространиться, приводя к разрыву трубы, сопутствующему ущербу и незапланированным остановкам.
Именно здесь автоматическая сварочная машина для соединения труб с трубной решеткой меняет правила игры. Автоматизация устраняет человеческий фактор, вызывающий непостоянство. Машина поддерживает постоянную длину дуги с помощью электронного датчика. Скорость перемещения регулируется прецизионным редуктором. Параметры импульса корректируются в зависимости от материала и положения. Каждая сварка выполняется точно в соответствии с утвержденной процедурой.
Наш подход к созданию автоматических сварочных аппаратов для соединения труб с трубной решеткой начинается с понимания того, что прочные сварные швы требуют точности на каждом этапе. Сварочная головка должна обеспечивать повторяемое позиционирование, стабильное вращение и контролируемый подвод тепла.
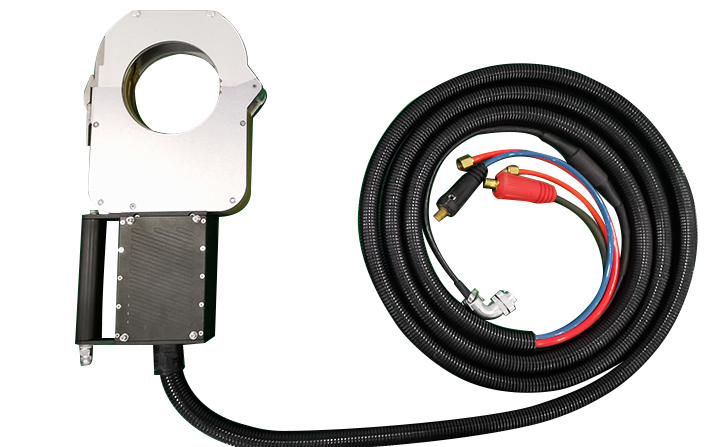
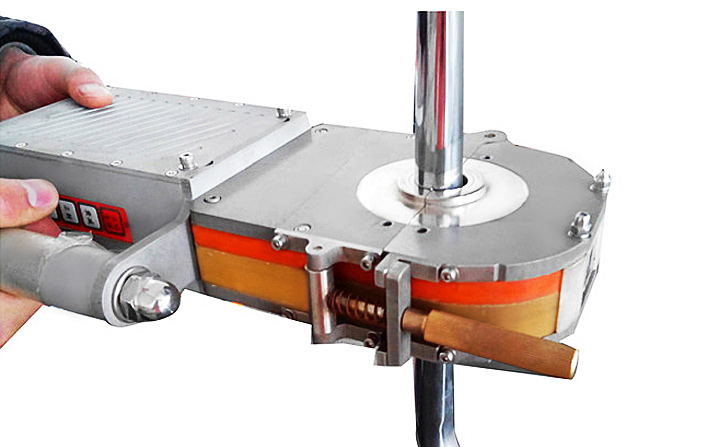
Производимые нами орбитальные сварочные головки для соединения труб с трубной решеткой оснащены раздвижными оправками, которые центрируют головку по внутреннему диаметру трубы. Это обеспечивает концентричность вольфрамового электрода независимо от овальности трубы или незначительного смещения. Если головка смещена от центра, длина дуги изменяется, глубина проплавления изменяется, и полученное прочное сварное соединение трубы с трубной решеткой не будет иметь равномерной прочности по окружности.
Трехкоординатная регулировка вольфрамового электрода позволяет оператору установить точный вылет и угол, необходимые для геометрии соединения. Для выступающих труб угол наклона горелки 5–10 градусов направляет дугу в угол, обеспечивая надлежащее проплавление в корне шва. Для труб заподлицо может использоваться более крутой угол для достижения глубокого проплавления.
В корпус головки интегрировано водяное охлаждение, что позволяет непрерывно работать при высоких токах, часто необходимых для толстостенных труб или многократных проходов. Головки с воздушным охлаждением перегреваются, что приводит к остановкам производства и вызывает температурные колебания. При водяном охлаждении головка поддерживает стабильную температуру, и параметры сварки остаются неизменными на протяжении сотен соединений.
Необходимость в надежных и прочных сварных соединениях труб и трубных досок охватывает множество отраслей промышленности, но наиболее сложные задачи стоят в энергетике и нефтехимической промышленности.
В подогревателях питательной воды высокого давления трубы работают при давлении, превышающем 3000 фунтов на квадратный дюйм, и температуре выше 500°F. Прочное сварное соединение трубы и трубной доски должно выдерживать не только стационарные нагрузки, но и термические удары при запуске и остановке. Исследования показали, что сочетание сварки с полным расширением трубы создает резервирование — сварной шов воспринимает осевые нагрузки, а расширение обеспечивает плотный контакт и предотвращает щелевую коррозию.
В котлах-утилизаторах, используемых на нефтеперерабатывающих заводах, трубные доски могут быть огромными — два метра и более в диаметре — и содержать тысячи труб. Ручная сварка каждого соединения трубы и трубной доски заняла бы недели и все равно привела бы к неприемлемому проценту брака. Автоматический сварочный аппарат для соединения труб и трубных досок, оснащенный несколькими головками, позволяет одному оператору одновременно контролировать несколько сварных швов, проверяя готовые соединения, пока оборудование продолжает работу. В атомных сосудах высокого давления, где каждый сварной шов должен быть задокументирован и отслеживаем, автоматизация обеспечивает необходимую регистрацию данных для соответствия нормативным требованиям. Параметры каждого сварного соединения трубы с трубной доской регистрируются и сохраняются. Если спустя годы возникнут вопросы, история изготовления будет доступна.
Разработка аттестованной процедуры сварки трубы с трубной доской включает несколько этапов. Во-первых, необходимо определить геометрию соединения — выступ трубы, детали канавки (если используются) и требуемую толщину горловины. Затем выбирается присадочный металл на основе совместимости с основным материалом.
Испытательные образцы свариваются с использованием предложенных параметров, затем разрезаются и исследуются. Макротравление образцов выявляет глубину проплавления, линии сплавления и любые дефекты. Для сварных швов, повышающих прочность, горловина сварного шва должна соответствовать или превышать проектные требования. Некоторые нормативные документы также требуют проведения испытаний на сдвиг для подтверждения того, что соединение действительно достигает полной прочности трубы на растяжение.
После аттестации процедура программируется в автоматический сварочный аппарат для сварки труб с трубной доской. Станок сохраняет несколько программ сварки для различных размеров труб, материалов и конфигураций соединений. Операторы выбирают соответствующую программу, и система автоматически устанавливает ток, частоту импульсов, скорость перемещения и подачу проволоки.
Современные стандарты производства все чаще требуют подтверждения того, что каждое сварное соединение трубы с трубной доской соответствует требованиям. Наши автоматические сварочные аппараты для сварки труб с трубной доской включают в себя комплексную регистрацию данных. Для каждого сварного шва система записывает:
– Идентификацию программы сварки
– Фактический ток и напряжение на протяжении всего цикла
– Скорость перемещения и скорость подачи проволоки
– Время и дату дуги
– Идентификацию оператора
Эти данные могут быть экспортированы для учета качества или интегрированы с системами управления предприятием. Если когда-либо возникнут сомнения в качестве соединения, будет доступна полная история сварки. Для ядерной и военной промышленности такой уровень отслеживаемости является обязательным.
Мы видели, что происходит, когда сварное соединение трубы с трубной доской выходит из строя в процессе эксплуатации. В одном случае утечка в подогревателе питательной воды котла привела к эрозии соседних труб, что в течение нескольких месяцев вызвало многочисленные поломки. Ремонт потребовал недель простоя, замены десятков труб и повторной аттестации всех соединений.
В другом случае, в сосуде под давлением на химическом заводе образовалась трещина в сварном соединении, предназначенном для повышения прочности, всего через два года эксплуатации. Расследование показало, что толщина сварного шва была недостаточной — процедура была аттестована, но производственные сварные швы не соответствовали требованиям аттестации. Неточности ручной сварки привели к тому, что несколько соединений оказались недостаточного размера.
Автоматизированный сварочный аппарат для соединения труб с трубной решеткой устраняет эти неточности. Каждое соединение выполняется с теми же параметрами, что и аттестационный образец. Толщина сварного шва остается постоянной. Сварка полная. Прочность предсказуема.
Производители, переходящие с ручной на автоматизированную сварку для соединения труб, предназначенных для повышения прочности, обычно называют три причины:
Во-первых, улучшается качество. Процент брака снижается с двузначных значений до менее 2%. Затраты на переделку исчезают. Во-вторых, увеличивается производительность. Один оператор, управляющий несколькими головками, может превзойти по производительности команду сварщиков, работающих вручную.
В-третьих, документация становится автоматизированной. Вместо рукописных журналов используются электронные записи, которые удовлетворяют требованиям аудиторов и клиентов.
Производимые нами орбитальные сварочные головки для соединения труб с трубными решетками разработаны таким образом, чтобы этот переход был плавным. Они подходят для тех же типов труб, используют те же источники питания и требуют минимального переобучения для опытных сварщиков.
Прочное сварное соединение трубы с трубной решеткой — это не просто сварка, это гарантия безопасности и надежности. В котлах и сосудах под давлением, где отказ недопустим, эта гарантия требует максимально возможного контроля технологического процесса. Ручная сварка, какой бы квалифицированной она ни была, не может сравниться с точностью автоматизированной системы.
Если вы изготавливаете оборудование, требующее действительно прочных сварных соединений труб, подумайте, что автоматизация может сделать для вашего цеха. Принесите образец трубной решетки, и мы проверим его на нашем производстве. Вы увидите разницу в точности, внешнем виде и характеристиках. Никакого давления, никакого профессионального жаргона — только десятилетия опыта в создании более безопасного и надежного оборудования, работающего под давлением.